
Wie fing es an? Unsere Kunden wollten zu den Folienvorschubgeräten auch die passenden Folien haben. Passende Rollen zu bekommen war schwierig. Daraufhin haben wir Folie gekauft und haben diese aufschneiden lassen. Mit diesen bei Händlern gekauften Folien gab es immer wieder Qualitätsprobleme, Stippen auf der Folie, wolkige Oberfläche, Dickenunterschiede, Verschmutzung, Breitenabweichungen usw.
Um die erforderliche Qualität zu sichern, haben wir mit einem Folienhersteller eine ausführliche Qualitätsvereinbarung, die Folie wird immer auf der gleichen Blasanlage, in der für die Qualität optimalen Breite gefertigt.
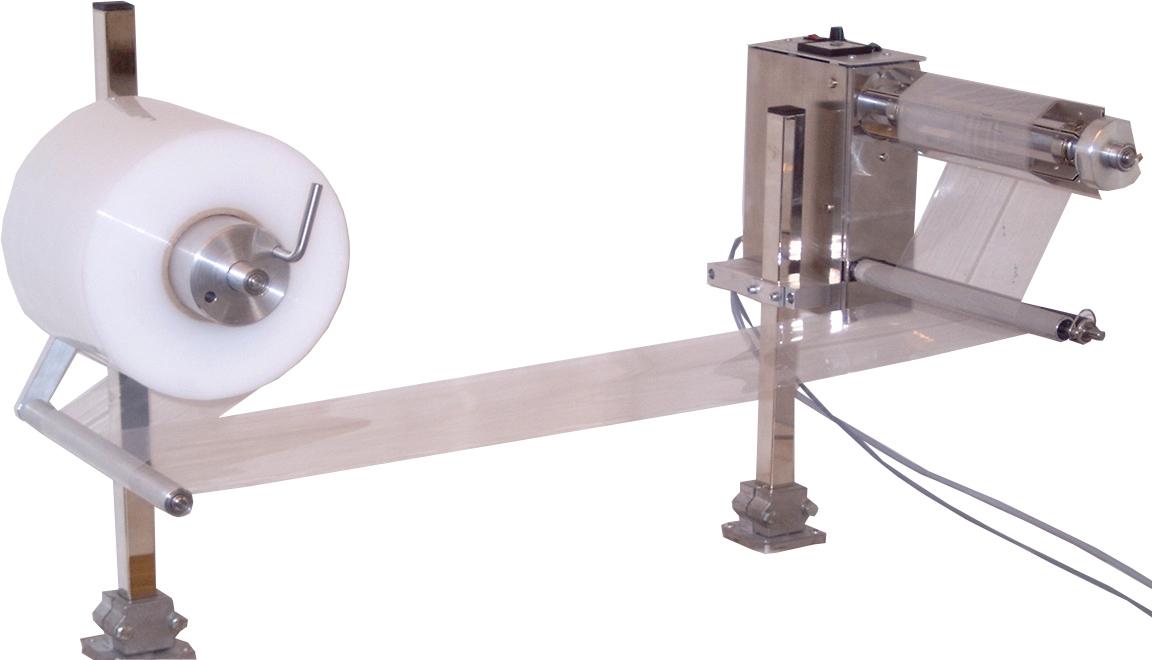
Die Folie trennen wir dann auf die gewünschte Rollenbreite und wickeln diese gegebenenfalls auf die kleinen 1 Zoll Kerne um.
Damit sind wir in der Lage kurzfristig die gewünschten Abmessungen zu liefern.
Bewährt hat sich für diese Anwendung ein Low Density Polyethylen mit Gleitmittel.
Die Folien stehen in Dicken von 0,02 mm; 0,05 mm; 0,07 mm und 0,1 mm zur Verfügung.
Falls erforderlich können auch Folien aus anderen PE-Typen, mit und ohne Gleitmittel gefertigt und für die Erprobung zur Verfügung gestellt werden.
Um die Auswahl zu erleichtern wurde für die Folienvorschübe und die Schutzfolien ein Konfigurator programmiert, klicken Sie auf folgenden Link: https://folienvorschub.de/
Beim Ultraschallschweißen drückt die schwingende Sonotrode auf das zu verschweißende Teil, dabei kann es zu Abdrücken der Sonotrode auf dem Teil kommen. Oft hilft auch das gute Anpassen der Sonotrode an das Teil nicht um die Abdrücke zu vermeiden. Dann ist das Beilegen einer PE Folie die Rettung. Die Abdrücke und Beschädigungen sind dann in der Folie. Die Folie muss bei jedem Takt weiter gezogen werden. Dazu werden die Folienvorschubgeräte eingesetzt.
Bei geringen Folienverbrauch oder beengten Platzverhältnissen wird der Folienvorschub VE 70 T oder VE 120 T eingesetzt. Dieser Folienvorschub wurde ursprünglich zum Nachrüsten von Heißprägepressen entwickelt. Eingesetzt werden Folienrollen auf 1“ Kern, Lauflänge 122 m. Angetrieben wird dieser Folienvorschub durch einen 7 Watt Synchronmotor, der Vorschubschritt wird über die Laufzeit (deshalb mit T bezeichnet) mit einem Zeitrelais eingestellt.
Der erste Folienvorschub VE120 B entstand im Kundenauftrag, weil dieser Kunde eine klebrige Displayschutzfolie als Schutzfolie beim Ultraschallschweißen einsetzte und diese sich sehr schlecht von den Teilen abziehen ließ. Der Folienvorschub bewährte sich und wurde immer wieder bestellt, so entstand daraus eine Baureihe mit gleichem Antrieb für unterschiedliche Folienbreiten 70 mm; 120 mm; 160 mm; 200 mm; 250 mm; 300 mm; 350 mm; 400 mm und 450 mm.
Eingesetzt wird ein bürstenloser Gleichstrommotor 24 V, 25 W (deshalb mit B bezeichnet) mit einem Encoder. Die Encoder Impulse werden von einem Vorwahlzähler gezählt und in mm umgerechnet.
Der gewünschte Vorschubschritt wird im mm eingestellt und wird mit +- 0,3 mm eingehalten. Die Vorschubgeschwindigkeit ist einstellbar. Bei niedriger Geschwindigkeit wird eine höhere Schrittgenauigkeit erreicht.
Die Folienvorschübe werden in zwei Baureihen angeboten:
• VE70 T und VE120T, mit Zeitsteuerung (-T-) des Vorschubes, für Rollen mit 1 Zoll Kern und als
• Baureihe VE120B … 450B, mit bürstenlosen Gleichstrommotor (-B-) und Vorwahlzähler für Rollen mit 3 Zoll Kern.
• Ausführungen mit Schrittmotor sind geplant.
• dazu kommen verschiedene Anbauvarianten an die Ultraschallschweißmaschine,
• Die Abwicklung ist mit und ohne Sensorhalter lieferbar,
• Die Steuerung kann bei der B – Baureihe in das Antriebsgehäuse eingebaut, oder in ein extra Gehäuse eingebaut werden.
• Auch die Auswahl an Schweißschutzfolien ist größer geworden.
Um die Auswahl zu erleichtern wurde für die Folienvorschübe und die Schutzfolien ein Konfigurator programmiert, klicken Sie auf folgenden Link: https://folienvorschub.de/
| Bedienanweisung VE 70 T und VE 120 T | |
| STEP-Datei auf Anfrage | |
| Bedienanweisung VE120-450B | |
Die Firma Horst Sitte Heißprägetechnik ist seit dem 03.12.1990 bei der Handwerkskammer als Handwerksbetrieb Feinwerktechnik eingetragen.
Dem gingen 25 Jahre Tätigkeit in der Entwicklung im Kamerabau beim VEB Pentacon voraus. Das erste eigene Erzeugnis war die Prägepresse P01 zum Prägen von Visitenkarten und Werbeartikeln. Diese Prägepresse war ein Renner und verkaufte sich gut. In den 90iger Jahren lag der Schwerpunkt auf Vorrichtungen und Sondermaschinen, ab 2000 auch auf Handlings für Spritzgussmaschinen und Geräten zur Nacharbeit von Spritzgussteilen.
Weil sich eine klebrige Folie, beim Ultraschallschweißen, mit den vorhandenen Geräten nicht abziehen ließ, entstand als Sondermaschine der Folienvorschub VE120 B. Daraus hat sich nun eine ganze Baureihe für Folienbreiten von 70 mm bis 450 mm entwickelt.
Nach 55 Jahren Berufstätigkeit ist es nun Zeit den Staffelstab weiter zu reichen.
Damit die Nachfolge ohne bürokratische und finanzielle Hürden funktioniert, wurde eine neue Firma gegründet:
Die Fa. Horst Sitte Sondermaschinenbau hat ab dem 01.01.2018 das Personal, die Fertigung und den Vertrieb übernommen. Die alte Firma, Horst Sitte Heißprägetechnik, wird in den gleichen Räumen noch eine Zeit weiter existieren. Knowhow und Fertigungsmöglichkeiten bleiben erhalten und werden an die neue Firma übergeben.
Ich danke Ihnen für die gute und vertrauensvolle Zusammenarbeit.
Horst Sitte

